마찰 교반 용접은 용접 공구의 고속 회전으로 발생하는 열을 이용하여 용접 대상 재료를 마찰하면서 국부적으로 용융하는 공정을 말합니다. 용접 도구가 용접 인터페이스를 따라 앞으로 이동함에 따라 가소화된 재료는 회전 마찰력의 작용으로 도구의 앞쪽에서 뒤쪽으로 흐르고 도구의 압력에 따라 조밀한 고상 용접 심을 형성합니다.
마찰 교반 용접 원리
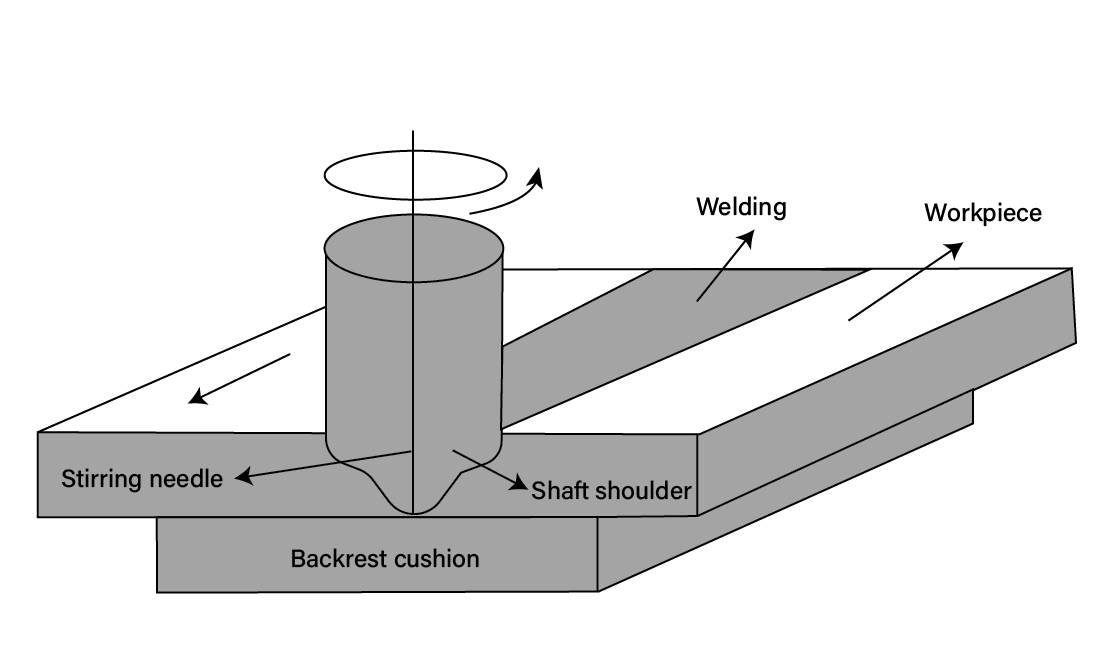
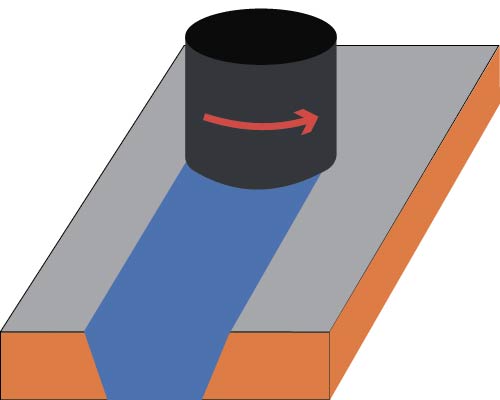
마찰 교반 용접의 원리는 마찰 열과 소성 변형 열을 용접의 열원으로 활용한다는 점에서 기존의 마찰 용접과 유사합니다. 마찰 교반 용접 공정에서는 원통형 또는 기타 모양(나사산 실린더 등)의 용접 핀을 공작물의 이음새에 삽입한다는 점에서 차이가 있습니다. 용접 헤드의 고속 회전을 통해 공작물의 재료와 마찰 접촉하여 온도를 높이고 접합부의 재료를 부드럽게합니다. 동시에 재료는 교반 마찰을 거쳐 용접을 완료합니다.
마찰 교반 용접의 장점
1. 용접 조인트의 열 영향 영역의 미세 구조 변화가 최소화됩니다. 잔류 응력이 상대적으로 낮고 용접된 공작물이 변형되는 경향이 적습니다.
2. 고효율(한 번의 작업으로 긴 용접 이음새, 넓은 단면, 다양한 위치의 용접을 완료할 수 있음).
3. 편리한 운영 프로세스(기계화 및 자동화, 간단한 장비, 낮은 에너지 소비, 고효율 및 작업 환경에 대한 낮은 요구 사항 가능).
4. 저렴한 비용(용접 와이어가 필요 없고, 알루미늄 합금의 사전 산화가 필요 없으며, 용접 시 차폐 가스가 필요 없음).
5. 열 균열에 민감한 재료 용접 및 이종 재료 용접에 적합합니다.
6. 용접 공정은 안전하고 무공해, 무연, 무방사선입니다.
마찰 교반 용접의 단점
1. 용접용 공작물은 단단히 고정되어야 하며 반대편에 백킹 플레이트가 있어야 합니다.
2. 용접 공정이 완료되고 교반 프로브가 공작물에서 철수되면 용접 이음새 끝에 키홀이 형성되어 용접을 수리하기가 어렵습니다.
3. 공구 설계, 공정 파라미터 및 기계적 성능 데이터는 제한된 범위의 합금 내에서만 사용할 수 있습니다.
4. 내식성, 잔류 응력, 특수 애플리케이션의 변형 등을 고려하여 성능을 개선해야 합니다(예: 내식성, 잔류 응력, 변형 고려).
5. 용접 속도가 그리 높지 않습니다(판금의 단일 패스 용접이 수행되는 경우).
6. 교반 헤드의 마모와 소모가 너무 빠릅니다.
마찰 교반 수냉판
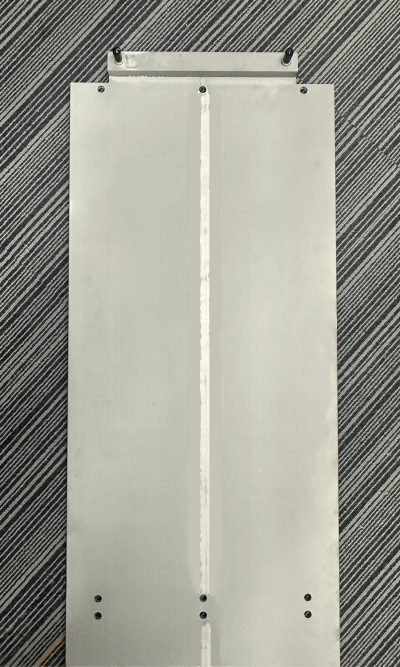
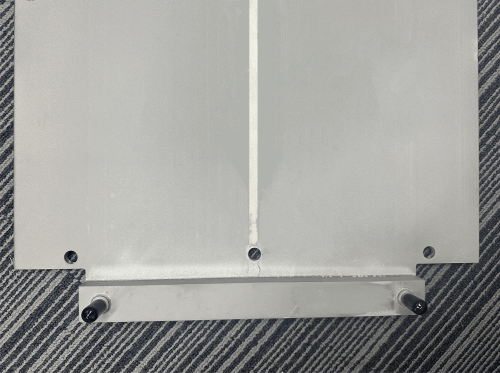
마찰 교반 용접(FSW)은 베이스 플레이트와 커버 플레이트를 함께 결합하여 수냉 플레이트를 형성함으로써 밀폐된 간격을 만드는 데 사용되는 방법입니다. 이 공정은 이음매 없는 연결 성형의 범주에 속합니다. FSW 수냉판 공정은 용접 지점이 보이지 않으면서도 높은 신뢰성으로 설계의 유연성을 제공합니다. 전체 수냉판 두께가 5~7mm에 이르는 매우 얇은 수냉판을 제조할 수 있어 경량화 기준을 충족합니다. FSW 공정을 적용하면 설계자는 설계의 유연성을 높이고 혁신적인 디자인을 보다 효과적으로 제품으로 구현할 수 있습니다.
또한 마찰 교반 용접 공정을 적용하여 수냉판의 수로를 보다 쉽게 구성할 수 있습니다. 이러한 채널은 싱글 패스 또는 멀티 패스로 설계하거나 압출 및 후속 용접 방식으로 생산할 수 있어 신속한 대량 생산과 생산 능력의 대폭적인 증가를 가능하게 합니다.